高度なクリーン工場であるとともに、
環境に配慮し、省エネ・CO2削減に対応する
新工場をつくりたい。

ソリューション3:省エネ・CO2削減を図る5つのポイント
環境対策の一環として、エネルギー使用状況の見える化を図りました。最小限のエネルギーで効率よく工場を運用するための工夫を施しました。主に5つの技術を組み合わせることで、CO2の年間排出想定量を約30%削減できる見込みです。

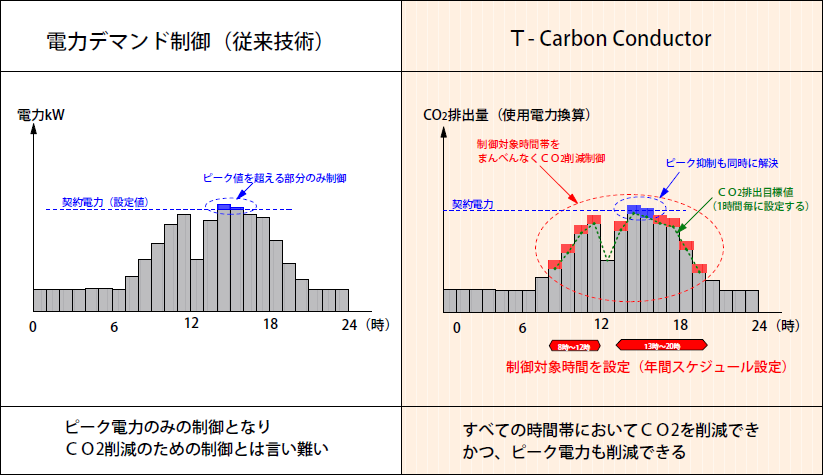
ポイント1.大成建設が開発した「Tカーボンコンダクター」の導入(CO2削減率7.6%)
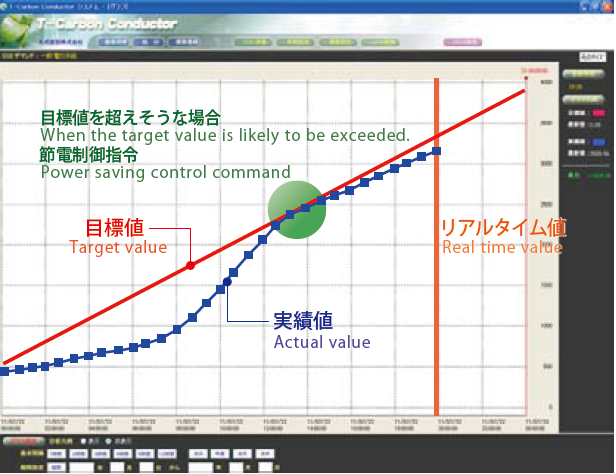
建物から排出されるCO2量を見える化し、あらかじめ設定した目標値に自動で最適制御する「Tカーボンコンダクター」を、関西工場に初めて導入しました。
運用CO2排出量を最小化し、使用電力のピーク抑制に対応するなど節電対策も同時に実現できます。
Tカーボンコンダクターの仕組み
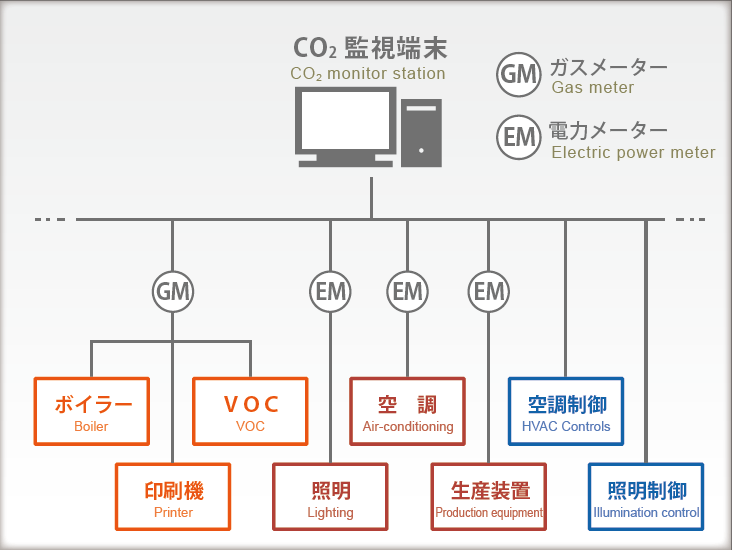
- 施設の中央監視システムや自動制御システムなどと連携し、システムを構成します。
- 建物における照明や空調機、換気、生産装置などの電力・ガス・油の使用量をリアルタイムにモニターすることで、CO2排出量を算出、データとして蓄積します。
また、発生するCO2排出量を予測し削減量の目標値を定めることで、効果的な節電対策へつなげることを可能としました。
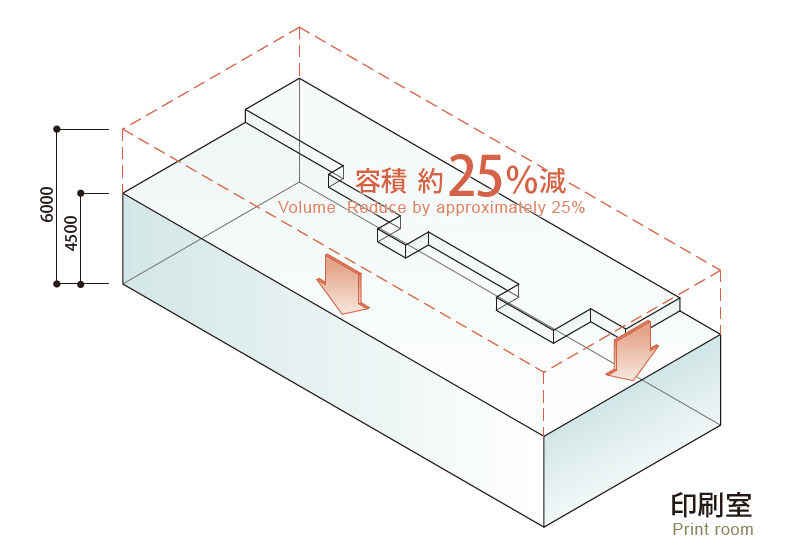
ポイント2.印刷室のコンパクト化(CO2削減率10.2%)
印刷室の容積を最小限に抑え、清浄度・温湿度維持に必要な外気取入れ量を削減しました。
具体的には、天井高を従来の6.0mから4.5mにして容積をおよそ25%減らしました。
さらに、印刷室と自動倉庫を隣接して配置するなど、シンプルで短い作業動線を計画し工場全体をコンパクトにすることで、ムダなエネルギー消費を抑制します。

ポイント3.全熱交換空調省エネシステムを採用(CO2削減率3.5%)
空調換気で失われたエネルギーを交換回収する全熱交換空調省エネシステムを採用しました。VOC臭気の移香を心配する必要もありません。
ポイント4.VOC処理システムを採用(CO2削減率7.9%)
濃度制御装置・蓄熱燃焼システムを組み込んだVOC処理システムを採用しました。
排ガスの濃度によって排気風量や加熱熱量を制御するため、これらの低減につながり、省エネ・省コストを実現します。
ポイント5.太陽光発電(CO2削減率0.2%)
10kwタイプの単結晶型シリコンの太陽光発光パネルを、発電効率の良い敷地の南側に配置し、自然エネルギーを有効活用しています。工場の入り口には、発電量などを確認できるモニターを設置しました。


ソリューション4:働く人にメリハリを与える空間演出
関西工場は、外部からの異物混入等を防ぐため、開口部をできるだけ作らない建物となっています。密閉された空間で働く従業員の方々が、休憩時間にはリフレッシュして快適に過ごせるよう、各室に求められる機能に合せて「緊張・集中・リラックス」を演出した空間づくりを行いました。例えば、食堂や休憩室には木目調の軟らかい色を用いるなど、気分転換がはかれる色彩計画を具現化しています。

工事概要
| 発注者 | 株式会社 カナオカ |
|---|---|
| 所在地 | 三重県伊賀市ゆめが丘7-4-3 |
| 竣工 | 2011年6月 |
| 延面積 | 3,365.1㎡ |
| URL |
- ※本コンテンツに記載された情報(役職、数値、固有名詞等)は初掲載時のものであり、閲覧される時点では変更されている可能性があることをご了承ください。
大成建設 設計本部テクニカルデザイングループリーダー 下村 真一
建物のボリュームをいかに縮めるかが設計のポイントでした。特に印刷工場ですと、外気からの空調の空気の取り入れ、換気風量は非常に大きくなります。そこで、印刷機の形状の特性に合わせて、通常では一般的にフラットな天井とするところを工夫し、上がり天や下がり天を設けミニマムの空間ボリュームに仕上げました。
デザインでは、従業員の方々が「緊張・集中する就業エリア」と「リラックスする休憩エリア」というようにメリハリのある空間づくりを目指し、色彩にも配慮しました。
高度な機能を持ち合わせた最新工場であるとともに、従業員の方々が気持ちよく働ける工場が完成したと思います。